随着医疗器械行业的迅猛发展,市场对高质量、个性化产品的需求持续不断的增加,企业在提升效率、优化资源配置和确定保证产品质量方面面临巨大挑战。同时,全球医疗监督管理的机构对生产的全部过程的合规性与可追溯性要求日益严格,传统管理模式因数据孤岛、流程冗余、信息滞后、追踪复杂等问题,难以应对这些变化。在此背景下,数字化转型成为企业保持竞争力的必由之路。作为国内医疗器械CDMO有突出贡献的公司,科森医疗深刻意识到这一点,通过引入制造执行系统(MES),实现数据实时共享、生产流程的优化与管理效能提升,开启了一场以效率提升为核心的数字化变革。
在实施MES系统之前,科森医疗已建立了包括SAP、OMS和同鑫系统在内的数字化管理框架,为财务、采购和人力资源管理提供了信息化支持。这些系统在资源管理和人员管理上提供了基础保障,但更多集中于业务支持,未能解决生产管理中的实时数据采集和分析问题。同时,尽管ERP和同鑫系统已优化了部分流程,但信息不对称、手动操作频繁等人效问题任旧存在,生产效率难以提升。
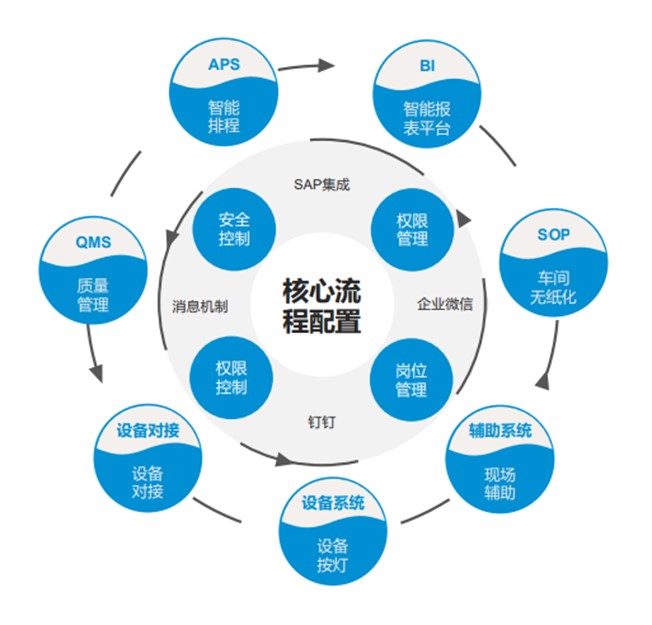
MES系统的引入标志着科森医疗从数字化管理向智能化管理的重大转型,有效提升了生产效率和管理效能。通过对生产的全部过程的全方位监控,MES系统实现了实时数据采集、精准生产调度和全面质量管理,将原本分散在各部门的数据整合到一个平台,并与SAP和同鑫系统无缝对接,确保财务、人力资源与生产管理信息的高效联动,大幅度缩短了信息传递时间。
自系统上线以来,科森医疗的人效问题得到非常明显改善,整体生产效率大幅度的提高;通过实时采集生产线数据,MES系统实现了精准监控设备状态、人员工作和产品质量,一经发现异常,立即发出预警并迅速定位问题来源,由此减少人工干预、缩短停工时间、优化生产排程。这种数据驱动的精细化管理不仅提升了资源配置效率,还大幅增强了质量管理的可追溯性,为企业产品质量提供了有力保障。
MES系统的引入不仅提升了生产效率、优化了资源配置,还大幅度提高了产品质量,为行业数字化转型提供了宝贵经验。但是,在数字化转型过程中,科森医疗也面临着成本投入、员工适应新系统和数据安全保障等挑战。为应对这样一些问题,我们采取了逐步推进的策略,与技术供应商合作分阶段实施MES系统,并加强员工素质培训与数据加密管理,确保系统的安全性与合规性。
未来,科森医疗计划引入人工智能(AI)和物联网(IoT)技术,借助新技术实现新质生产力的提升,逐步推动管理流程化、流程数据化、数据智能化,持续迈向更加智能化的管理模式,引领医疗器械行业的创新与发展。