激光加工装置包含:支承部,其能够沿着第1方向移动,用于沿着所述第1方向和与所述第1方向交叉的第2方向支承对象物;第1激光加工头和第2激光加工头,其沿着所述第2方向以彼此相对的方式配置,用于对支承于所述支承部的所述对象物照射激光;第1安装部,其用于安装所述第1激光加工头,能够沿着与所述第1方向和所述第2方向交叉的第3方向和所述第2方向分别进行移动;第2安装部,其用于安装所述第2激光加工头,能够沿着所述第2方向和所述第3方向分别进行移动;和摄像单元,其安装于所述第1安装部,利用透过所述对象物的光对所
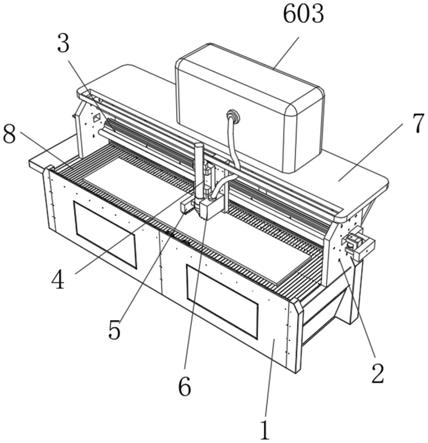
(19)中华人民共和国国家知识产权局 (12)发明专利申请 (10)申请公布号 CN 113039036 A (43)申请公布日 2021.06.25 (21)申请号 5.9 (74)专利代理机构 北京尚诚知识产权代理有限 公司 11322 (22)申请日 2019.10.30 代理人 杨琦梁霄颖 (30)优先权数据 (51)Int.Cl. 2018.10.30 JP B23K 26/08 (2014.01) (85)PCT国际申请进入国家阶段日 B23K 26/03 (2006.01) 2021.04.28 B23K 26/064 (2014.01) (86)PCT国际申请的申请数据 B23K 26/70 (2014.01) PCT/JP2019/042586 2019.10.30 (87)PCT国际申请的公布数据 WO2020/090891 JA 2020.05.07 (71)申请人 浜松光子学株式会社 地址 日本静冈县 (72)发明人 坂本刚志奥间惇治 权利要求书1页 说明书14页 附图18页 (54)发明名称 激光加工装置 (57)摘要 激光加工装置包含:支承部,其能够沿着第1 方向移动,用于沿着所述第1方向和与所述第1方 向交叉的第2方向支承对象物;第1激光加工头和 第2激光加工头,其沿着所述第2方向以彼此相对 的方式配置,用于对支承于所述支承部的所述对 象物照射激光;第1安装部,其用于安装所述第1 激光加工头,能够沿着与所述第1方向和所述第2 方向交叉的第3方向和所述第2方向分别进行移 动;第2安装部,其用于安装所述第2激光加工头, 能够沿着所述第2方向和所述第3方向分别进行 移动;和摄像单元,其安装于所述第1安装部,利 用透过所述对象物的光对所述对象物进行摄像。 A 6 3 0 9 3 0 3 1 1 N C CN 113039036 A 权利要求书 1/1页 1.一种激光加工装置,其特征是,包括: 支承部,其能够沿着第1方向移动,用于沿着所述第1方向和与所述第1方向交叉的第2 方向支承对象物; 第1激光加工头和第2激光加工头,其沿着所述第2方向以彼此相对的方式配置,用于对 支承于所述支承部的所述对象物照射激光; 第1安装部,其用于安装所述第1激光加工头,能够沿着与所述第1方向和所述第2方向 交叉的第3方向和所述第2方向分别进行移动; 第2安装部,其用于安装所述第2激光加工头,能够沿着所述第2方向和所述第3方向分 别进行移动;和 摄像单元,其安装于所述第1安装部,利用透过所述对象物的光对所述对象物进行摄 像。 2.如权利要求1所述的激光加工装置,其特征是: 还包括控制部,其控制:所述支承部、所述第1安装部和所述第2安装部的移动;来自所 述第1激光加工头和所述第2激光加工头的所述激光的照射;和所述摄像单元进行的所述对 象物的摄像, 在所述对象物中,设定有沿着所述第1方向延伸并且沿着所述第2方向排列的多条线, 所述控制部在至少一部分的时间中反复执行:对于所述多条线的一条线激光加工头的所述激光在所述第1方向上扫描的第1扫描处理;和对于所述多条线中的另 一条线激光加工头的所述激光在所述第1方向上扫描的第2扫描处理,并且 在仅执行所述第2扫描处理时,执行对包含加工完成的线的所述对象物的区域用所述摄像 单元进行摄像的摄像处理。 3.如权利要求2所述的激光加工装置,其特征是: 所述控制部基于由所述摄像处理得到的图像,进行在该区域中在所述对象物是否依照 规定地形成有改性区域和/或裂纹的判断,并且该判断的结果是判断为没有依照所述规定 地形成所述改性区域和/或裂纹的情况下,执行至少再次进行沿着该线的所述激光的扫描 的辅助加工处理。 4.如权利要求3所述的激光加工装置,其特征是: 所述控制部执行主加工处理,该主加工处理从所述多条线中的位于所述对象物的所述 第2方向的一个端部的线方向的内侧的线扫描处理,并且 从所述多条线中的位于所述对象物的所述第2方向的另一个端部的线方向的内 侧的线所述的激光加工装置,其特征是: 所述控制部在所述主加工处理中,在所述第1激光加工头和所述第2激光加工头在所述 第2方向上最靠近时,使所述第1激光加工头退避且接着来进行所述第2扫描处理,并且执行所 述摄像处理。 2 2 CN 113039036 A 说明书 1/14页 激光加工装置 技术领域 [0001] 本发明涉及激光加工装置。 背景技术 [0002] 在专利文献1中记载了一种激光加工装置,其包括:保持工件的保持机构,和将激 光照射至被保持于保持机构的工件的激光照射机构。在专利文献1记载的激光加工装置中, 具有聚光透镜的激光照射机构固定于基座,沿着与聚光透镜的光轴垂直的方向的工件的移 动由保持机构实施。 [0003] 现存技术文献 [0004] 专利文献 [0005] 专利文献1:日本专利第5456510号公报 发明内容 [0006] 本发明要解决的技术课题 [0007] 但是上述的激光加工装置为了更好的提高生产能力,考虑例如将由保持机构实现的工件 的移动速度增大。但是,即使将工件的移动速度增大,工件的移动在达到成为目标速度时的 等速移动为止所需要的加速时间也增大。因此,工件的移动速度的增大难以实现某些特定的程度 以上的生产能力的提高。如此,在上述技术领域中,期望生产能力(throughput)的提高。另 一方面,希望以非破坏的方式确认激光加工是否成功。 [0008] 本发明的目的是提供一种可提升生产能力、且能够以非破坏的方式确认激光加 工是否成功的激光加工装置。 [0009] 用于解决课题的技术方案 [0010] 本发明的激光加工装置包含:支承部,其能够沿着第1方向移动,用于沿着第1方向 和与第1方向交叉的第2方向支承对象物;第1激光加工头和第2激光加工头,其沿着第2方向 以彼此相对的方式配置,用于对支承于支承部的对象物照射激光;第1安装部,其用于安装 第1激光加工头,能够沿着与第1方向和第2方向交叉的第3方向和第2方向分别进行移动;第 2安装部,其用于安装第2激光加工头,能够沿着第2方向和第3方向分别进行移动;和摄像单 元,其安装于第1安装部,利用透过对象物的光对对象物进行摄像。 [0011] 在该装置中,在支承对象物的支承部上,彼此相对地配置有第1激光加工头和第2 激光加工头。第1激光加工头和第2激光加工头分别经由第1安装部和第2安装部,能够在彼 此交叉的2个方向上独立地移动。因此,能够在对象物的2个部位彼此独立地通过激光的扫 描进行激光加工。由此,可提升生产能力。 [0012] 此外,承担第1激光加工头的移动功能的第1安装部中,还安装有利用透过对象物 的光对于对象物进行摄像的摄像单元。由此,例如,在实施由第2激光加工头进行的激光加 工的期间中,能利用摄像单元对于对象物的其它部件摄像。由此,能够抑制生产能力的下 降,且能够以非破坏的方式确认激光加工的状态。即,依据此装置,可提升生产能力并且 3 3 CN 113039036 A 说明书 2/14页 以非破坏的方式确认激光加工是否成功。 [0013] 本发明的激光加工装置还可以包括控制部,其控制:支承部、第1安装部和第2安装 部的移动;来自第1激光加工头和第2激光加工头的激光的照射;和摄像单元进行的对象物 的摄像,在对象物中,设定有沿着第1方向延伸并且沿着第2方向排列的多条线,控制部在至 少一部分的时间中反复执行:对于多条线扫描处理;和对于多条线扫描处理,并且在仅执行第2扫描处理时,执行对包含加工完成的线的对象 物的区域用摄像单元进行摄像的摄像处理。如此,通过反复执行第1扫描处理和第2扫描处 理,可提升达成生产能力。而且,在仅进行第2扫描处理的时间,能够控制能够与第1激光 加工头一起移动的摄像单元,进行摄像处理。由此,能够更可靠地提高生产能力并且以非破 坏的方式确认激光加工是否成功。 [0014] 在本发明的激光加工装置中还可以是,控制部基于由摄像处理得到的图像,进行 在该区域中在对象物是否依照规定地形成有改性区域和/或裂纹的判断,并且该判断的结 果是判断为没有依照规定地形成改性区域和/或裂纹的情况下,执行至少再次进行沿着该 线的激光的扫描的辅助加工处理。此时,通过辅助加工处理修正加工错误。 [0015] 在本发明的激光加工装置中还可以是,控制部执行主加工处理,该主加工处理从 多条线方向的一个端部的线方向的内侧的线 扫描处理,并且从多条线方向的另一个端部的线方向的内侧的 线扫描处理。如此,在主加工处理中,通过从第2方向上的对象物的对照 (对比)的位置的线扫描处理,能节约激光的聚光点相对于对 象物的沿着第1方向的不必要的相对移动,能够进一步提升生产能力。 [0016] 在本发明的激光加工装置中也可以是,控制部在主加工处理中,在第1激光加工头 和第2激光加工头在第2方向上最靠近时,使第1激光加工头退避且接着来进行第2扫描处理, 并且执行摄像处理。此时,能够最大限度地利用第1激光加工头和第2激光加工头,提高生产 能力并且以非破坏的方式确认激光加工是否成功。 [0017] 发明效果 [0018] 依据本发明,可提供可提升生产能力还可以以非破坏的方式确认激光加工 是否成功的激光加工装置。 附图说明 [0019] 图1是一个实施方式的激光加工装置的立体图。 [0020] 图2是图1所示的激光加工装置的一部分的正面图。 [0021] 图3是图1所示的激光加工装置的激光加工头的正面图。 [0022] 图4是图3所示的激光加工头的侧面图。 [0023] 图5是图3所示的激光加工头的光学系统的结构图。 [0024] 图6是变形例的激光加工头的光学系统的结构图。 [0025] 图7是变形例的激光加工装置的一部分的正面图。 [0026] 图8是表示激光加工装置的动作的示意性的俯视图。 [0027] 图9是表示激光加工装置的动作的示意性的俯视图。 4 4 CN 113039036 A 说明书 3/14页 [0028] 图10是表示激光加工装置的动作的示意性的俯视图。 [0029] 图11是表示激光加工装置的动作的示意性的俯视图。 [0030] 图12是表示激光加工装置的动作的示意性的俯视图。 [0031] 图13是表示激光加工装置的动作的示意性的俯视图。 [0032] 图14是表示激光加工装置的动作的示意性的截面图。 [0033] 图15是表示安装部和激光加工头的变形例的图。 [0034] 图16是表示安装部和激光加工头的变形例的图。 [0035] 图17是表示安装部和激光加工头的变形例的图。 [0036] 图18是表示安装部和激光加工头的变形例的图。 具体实施方式 [0037] 以下,参照附图详细说明一个实施方式。此外,在各图中对于相同或是对应的部分 标注相同的附图标记,并省略重复的说明。 [0038] [激光加工装置的结构] [0039] 如图1所示,激光加工装置1包括:多个移动机构5、6;支承部7;1对激光加工头(第1 激光加工头、第2激光加工头)10A、10B;光源单元8;和控制部9。以下,将第1方向称为X方向, 将与第1方向垂直的第2方向称为Y方向,将与第1方向和第2方向垂直的第3方向称为Z方向。 在本实施例中,X方向和Y方向是水平方向,Z方向是铅垂方向。 [0040] 移动机构5具有:固定部51、移动部53和安装部55。固定部51安装于装置框架1a。移 动部53安装于在固定部51设置的轨道,能够沿着Y方向挪动。安装部55安装于在移动部53设 置的轨道,能够沿着X方向挪动。 [0041] 移动机构6具有:固定部61、1对移动部(第1移动部、第2移动部)63、64和1对安装部 (第1安装部、第2安装部)65、66。固定部61安装于装置框架1a。1对移动部63、64分别安装于 在固定部61设置的轨道,能够分别独立地沿着Y方向挪动。安装部65安装于在移动部63设置 的轨道,能够沿着Z方向挪动。安装部66安装于在移动部64设置的轨道,能够沿着Z方向移 动。即,相对于装置框架1a,1对安装部65、66各自能够分别沿着Y方向和Z方向挪动。 [0042] 支承部7安装于在移动机构5的安装部55设置的旋转轴,能够以与Z方向平行的轴 线为中心线能够分别沿着X方向和Y方向挪动,且能够以与Z方向平行的 轴线为中心线沿着X方向和Y方向支承对象物100。对象物100例如是晶片。 [0043] 如图1和图2所示,激光加工头10A(例如第1激光加工头)安装于移动机构6的安装 部65。激光加工头10A是用于以在Z方向上与支承部7相对的状态,将激光(第1激光)L1照射 至被支承于支承部7的对象物100的部件。激光加工头10B(例如第2激光加工头)安装于移动 机构6的安装部66。激光加工头10B是用于以在Z方向上与支承部7相对的状态,将激光(第2 激光)L2照射至被支承于支承部7的对象物100的部件。 [0044] 光源单元8具有1对光源81、82。光源81输出激光L1。激光L1从光源81的射出部81a 被射出,由光纤2向激光加工头10A导光。光源82输出激光L2。激光L2从光源82的射出部82a 被射出,由其它光纤2向激光加工头10B导光。 [0045] 控制部9控制激光加工装置1的各部分(多个移动机构5、6、1对激光加工头10A、10B 和光源单元8等)。控制部9构成为包含处理器、存储器、储存器和通讯器件等的计算机装置。 5 5 CN 113039036 A 说明书 4/14页 在控制部9中,被读入存储器等的软件(程序),由处理器执行,存储器和储存器中的数据的 读出和写入、以及由通讯器件进行的通讯由处理器控制。由此,控制部9能够实现各种功能。 [0046] 说明由以上方式构成的激光加工装置1进行加工的一个例子。该加工的一个例子 是为了将晶片即对象物100切断成多个芯片,沿着被设定成格子状的多条线的内部形成改性区域的例子。 [0047] 首先,为了使支承对象物100的支承部7在Z方向上与1对激光加工头10A、10B相对, 移动机构5沿着X方向和Y方向分别使支承部7移动。接着,为了使在对象物100中在一个方向 上延伸的多条线以与Z方向平行的轴线] 接着,为了使激光L1的聚光点位于在一个方向上延伸的一条线沿着 Y方向使激光加工头10A移动。另一方面,为了使激光L2的聚光点位于在一个方向上延伸的 另一条线沿着Y方向使激光加工头10B移动。接着,为了使激光L1的聚光点位 于对象物100的内部,移动机构6沿着Z方向使激光加工头10A移动。另一方面,为了使激光L2 的聚光点位于对象物100的内部,移动机构6沿着Z方向使激光加工头10B移动。 [0049] 接着,光源81输出激光L1,激光加工头10A向对象物100照射激光L1,并且光源82输 出激光L2,激光加工头10B向对象物100照射激光L2。与此同时,以沿着在一个方向上延伸的 一条线的聚光点相对地移动(激光L1扫描)、且沿着在一个方向上延伸的另一条线的聚光点相对地移动(激光L2扫描)的方式,移动机构5沿着X方向使支承部7移动。 如此,激光加工装置1在对象物100中沿着在一个方向上延伸的多条线的 内部形成改性区域。 [0050] 接着,为了使在对象物100中在与一个方向正交的另一个方向上延伸的多条线沿 着X方向,移动机构5以与Z方向平行的轴线] 接着,为了使激光L1的聚光点位于在另一个方向上延伸的一条线沿 着Y方向使激光加工头10A移动。另一方面,为了使激光L2的聚光点位于在另一个方向上延 伸的另一条线沿着Y方向使激光加工头10B移动。接着,为了使激光L1的聚光 点位于对象物100的内部,移动机构6沿着Z方向使激光加工头10A移动。另一方面,为了使激 光L2的聚光点位于对象物100的内部,移动机构6沿着Z方向使激光加工头10B移动。 [0052] 接着,光源81输出激光L1,使激光加工头10A向对象物100照射激光L1,并且光源82 输出激光L2,使激光加工头10B向对象物100照射激光L2。与此同时,以沿着在另一个方向上 延伸的一条线的聚光点相对地移动(激光L1扫描)、且沿着在另一个方向上延伸的 另一条线的聚光点相对地移动(激光L2扫描)的方式,移动机构5沿着X方向使支承 部7移动。如此,激光加工装置1在对象物100中沿着在与一个方向正交的另一方向上延伸的 多条线的内部形成改性区域。 [0053] 此外,在上述的加工的一例中,光源81例如利用脉冲振荡方式,输出对于对象物 100具有透射性的激光L1,光源82例如利用脉冲振荡方式,输出对于对象物100具有透射性 的激光L2。当这样的激光聚光在对象物100的内部时,在对应于激光的聚光点的部分中,激 光尤其会被吸收,在对象物100的内部形成改性区域。改性区域是密度、折射率、机械强度、 其它物理特性与周围的非改性区域不同的区域。作为改性区域,例如有熔融处理区域、裂纹 区域、绝缘破坏区域、折射率变化区域等。 6 6 CN 113039036 A 说明书 5/14页 [0054] 利用脉冲振荡方式被输出的激光照射于对象物100,沿着设定于对象物100的线使 激光的聚光点相对地移动时,多个改性点沿着线以排列成一排的方式形成。1个改性点通过 1脉冲的激光的照射而形成。1排的改性区域是排列成1排的多个改性点的集合。相邻的改性 点基于激光的聚光点相对于对象物100的相对移动速度和激光的反复频率,有彼此连接的 情况,也有彼此远离的情况。 [0055] [激光加工头的结构] [0056] 如图3和图4所示,激光加工头10A包括:箱体(例如第1箱体)11、入射部12、调整部 13和聚光部(例如第1聚光部)14。 [0057] 箱体11具有:第1壁部21和第2壁部22、第3壁部23和第4壁部24、以及第5壁部25和 第6壁部26。第1壁部21和第2壁部22在X方向上彼此相对。第3壁部23和第4壁部24在Y方向上 彼此相对。第5壁部25和第6壁部26在Z方向上彼此相对。 [0058] 第3壁部23与第4壁部24的距离比第1壁部21与第2壁部22的距离小。第1壁部21与 第2壁部22的距离比第5壁部25与第6壁部26的距离小。此外,第1壁部21与第2壁部22的距离 与第5壁部25与第6壁部26的距离也可以相等,或者,也可以比第5壁部25与第6壁部26的距 离大。 [0059] 在激光加工头10A中,第1壁部21位于移动机构6的固定部61侧,第2壁部22位于与 固定部61相反的一侧。第3壁部23位于移动机构6的安装部65侧,第4壁部24处于与安装部65 相反的一侧且位于激光加工头10B侧(参照图2)。即,第4壁部24是沿着Y方向与激光加工头 10B的箱体(第2箱体)相对的相对壁部。第5壁部25位于与支承部7相反的一侧,第6壁部26位 于支承部7侧。 [0060] 箱体11构成为,在第3壁部23配置于移动机构6的安装部65侧的状态下,箱体11安 装于安装部65。具体如下。安装部65具有基体板65a和安装板65b。基体板65a安装于在移动 部63设置的轨道(参照图2)。安装板65b立设在基体板65a的激光加工头10B侧的端部(参照 图2)。箱体11通过在第3壁部23与安装板65b接触的状态下,螺栓28经由基座27螺合于安装 板65b,而安装于安装部65。基座27分别设置于第1壁部21和第2壁部22。箱体11能够相对于 安装部65拆装。 [0061] 入射部12安装于第5壁部25。入射部12向箱体11入激光L1。入射部12在X方向 上偏倚于第2壁部22侧(一方的壁部侧),在Y方向上偏倚于第4壁部24侧。即,X方向上的入射 部12与第2壁部22的距离比X方向上的入射部12与第1壁部21的距离小,Y方向上的入射部12 与第4壁部24的距离比X方向上的入射部12与第3壁部23的距离小。 [0062] 入射部12构成为能够连接光纤2的连接端部2a。在光纤2的连接端部2a,设置有将 从纤维的出射端射出的激光L1校准的准直透镜,没有设置抑制返回光的隔离器。该隔离器 设置在比连接端部2a靠光源81侧的纤维的中途处。由此,能够实现连接端部2a的小型化,以 及入射部12的小型化。此外,隔离器也可以设置于光纤2的连接端部2a。 [0063] 调整部13配置于箱体11内。调整部13调整从入射部12入射的激光L1。后面详细说 明调整部13。 [0064] 聚光部14配置于第6壁部26。具体而言,聚光部14以插通于在第6壁部26形成的孔 26a的状态配置于第6壁部26。聚光部14对由调整部13调整后的激光L1进行聚光且向箱体11 外射出。聚光部14在X方向上偏倚于第2壁部22侧(一方的壁部侧),在Y方向上偏倚于第4壁 7 7 CN 113039036 A 说明书 6/14页 部24侧。即,聚光部14在从Z方向看时,偏倚于箱体11中的第4壁部(相对壁部)24侧地配置。 即,X方向上的聚光部14与第2壁部22的距离比X方向上的聚光部14与第1壁部21的距离小,Y 方向上的聚光部14与第4壁部24的距离比X方向上的聚光部14与第3壁部23的距离小。 [0065] 如图5所示,调整部13具有:衰减器31、射束扩展器32和反射镜33。入射部12以及调 整部13的衰减器31、射束扩展器32和反射镜33被配置于沿着Z方向延伸的直线入射的激光L1的功率。射束扩展器32扩大由衰减器31调整了功率的激光L1的直 径。反射镜33将由射束扩展器32扩大了直径的激光L1反射。 [0066] 调整部13还具有:反射型空间光调制器34和成像光学系统35。调整部13的反射型 空间光调制器34和成像光学系统35以及聚光部14配置于沿着Z方向延伸的直线上。反射型空间光调制器34对由反射镜33反射后的激光L1进行调制。反射型空间光调制 器34例如是反射型液晶(LCOS:Liquid Crystal on Silicon)的空间光调制器(SLM: Spatial Light Modulator)。成像光学系统35构成反射型空间光调制器34的反射面34a和 聚光部14的入射瞳面14a为成像关系的两侧远心光学系统。成像光学系统35由3个以上的透 镜构成。 [0067] 直线位于与Y方向垂直的平面上。直线 侧(一方的壁部侧)。在激光加工头10A中,激光L1从入射部12入射至箱体11内并在直线依次反射之后,在直线的排列顺序也可以是相反的。而且,衰减器 31也可以配置于反射镜33与反射型空间光调制器34之间。而且,调整部13也可以具有其它 光学部件(例如配置在射束扩展器32之前的转向镜等)。 [0068] 激光加工头10A还包括:分色镜15、测量部16、观察部17、驱动部18和电路部19。 [0069] 分色镜15在直线在箱 体11内配置于调整部13与聚光部14之间。分色镜15在第4壁部24侧安装于光学基体29。分色 镜15使激光L1透过。分色镜15基于抑制像散(astigmatism)的观点,例如能够形成为立方体 型、或者以具有扭转的关系的方式配置的2个板型。 [0070] 测量部16在箱体11内,相比于调整部13配置于第1壁部21侧(与一方的壁部侧相反 的一侧)。测量部16在第4壁部24侧安装于光学基体29。测量部16输出用于测量对象物100的 表面(例如激光L1入射侧的表面)与聚光部14的距离的测量光L10,检测经由聚光部14,由对 象物100的表面反射的测量光L10。即,从测量部16输出的测量光L10,经由聚光部14被照射 在对象物100的表面,由对象物100的表面反射的测量光L10经由聚光部14由测量部16检测 出。 [0071] 更具体而言,从测量部16输出的测量光L10,在第4壁部24侧由安装于光学基体29 的分光器20和分色镜15依次地反射,从聚光部14向箱体11外射出。由对象物100的表面反射 后的测量光L10,从聚光部14入射至箱体11内,由分色镜15和分光器20依次反射,入射至测 量部16,由测量部16检测出来。 [0072] 观察部17在箱体11内相比于调整部13配置于第1壁部21侧(与一方的壁部侧相反 的一侧)。观察部17在第4壁部24侧安装于光学基体29。观察部17输出用于观察对象物100的 表面(例如激光L1入射侧的表面)的观察光L20,检测经由聚光部14,由对象物100的表面反 8 8 CN 113039036 A 说明书 7/14页 射的观察光L20。即,从观察部17输出的观察光L20,经由聚光部14被照射在对象物100的表 面,由对象物100的表面反射后的观察光L20经由聚光部14由观察部17检测出来。 [0073] 更具体而言,从观察部17输出的观察光L20透过分光器20,由分色镜15反射,从聚 光部14向箱体11外射出。由对象物100的表面反射后的观察光L20,从聚光部14入射至箱体 11内,由分色镜15反射,透过分光器20而入射至观察部17,由观察部17检测出来。此外,激光 L1、测量光L10和观察光L20各自的波长是彼此不同的(至少各自的中心波长彼此不同)。 [0074] 驱动部18在第4壁部24侧安装于光学基体29。驱动部18例如利用压电元件的驱动 力,使配置于第6壁部26的聚光部14沿着Z方向挪动。 [0075] 电路部19在箱体11内,相比于光学基体29配置于第3壁部23侧。即,电路部19在箱 体11内,相比于调整部13、测量部16和观察部17配置于第3壁部23侧。电路部19例如是多个 电路基板。电路部19处理从测量部16输出的信号和向反射型空间光调制器34输入的信号。 电路部19基于从测量部16输出的信号来控制驱动部18。作为一例,电路部19基于从测量部 16输出的信号来控制驱动部18,使得对象物100的表面与聚光部14的距离被维持为一定值 (即,使得对象物100的表面与激光L1的聚光点的距离被维持为一定值)。此外,在箱体11中, 设置有连接了用于将电路部19与控制部9(参照图1)等电连接的配线的连接器(图示省略)。 [0076] 激光加工头10B与激光加工头10A同样包括:箱体(例如第2箱体)11、入射部12、调 整部13、聚光部(例如第2聚光部)14、分色镜15、测量部16、观察部17、驱动部18和电路部19。 但是,激光加工头10B的各结构如图2所示,配置成关于通过1对安装部65、66间的中点且与Y 方向垂直的假想平面、与激光加工头10A的各结构具有面对称的关系(如后所述有一个例 子)。 [0077] 例如,激光加工头10A的箱体11以使第4壁部24相比于第3壁部23位于激光加工头 10B侧、且使第6壁部26相比于第5壁部25位于支承部7侧的方式,安装于安装部65。与此不 同,激光加工头10B的箱体11以使第4壁部24相比于第3壁部23位于激光加工头10A侧、且使 第6壁部26相比于第5壁部25位于支承部7侧的方式,安装于安装部66。即,在激光加工头10B 中,第4壁部24是与激光加工头10A的箱体沿着Y方向相对的相对壁部。此外,在激光加工头 10B中,聚光部14在从Z方向看时,偏倚于其箱体11中的第4壁部(相对壁部)24侧地配置。 [0078] 激光加工头10B的箱体11构成为,以第3壁部23配置于安装部66侧的状态,箱体11 被安装于安装部66。具体如下所述。安装部66具有:基体板66a和安装板66b。基体板66a安装 于在移动部63设置的轨道。安装板66b立设在基体板66a的激光加工头10A侧的端部。激光加 工头10B的箱体11在第3壁部23与安装板66b接触的状态下,安装于安装部66。激光加工头 10B的箱体11能够相对于安装部66拆装。 [0079] [激光加工头的作用和效果] [0080] 在激光加工头10A中,输出激光L1的光源没有设置在箱体11内,因此能够达到箱体 11的小型化。进一步,在箱体11中,第3壁部23与第4壁部24的距离比第1壁部21与第2壁部22 的距离小,安装于第6壁部26的聚光部14在Y方向上偏倚于第4壁部24侧。由此,沿着与聚光 部14的光轴垂直的方向使箱体11移动时,例如,即使在第4壁部24侧存在其它构成部件(例 如激光加工头10B),也能够使聚光部14靠近该其它构成部件。因此,激光加工头10A适合使 聚光部14沿着与其光轴垂直的方向移动。 [0081] 此外,在激光加工头10A中,入射部12设置于第5壁部25,在Y方向上偏倚于第4壁部 9 9 CN 113039036 A 说明书 8/14页 24侧。由此,能够在箱体11内的区域中相比于调整部13在第3壁部23侧的区域配置其它构成 部件(例如电路部19)等,能够有效地利用该区域。 [0082] 此外,激光加工头10A中,聚光部14在X方向上偏倚于第2壁部22侧。由此,沿着与聚 光部14的光轴垂直的方向使箱体11移动时,例如,即使在第2壁部22侧存在其它构成部件, 也可以使聚光部14靠近该其它构成部件。 [0083] 此外,在激光加工头10A中,入射部12设置于第5壁部25,在Y方向上偏倚于第4壁部 24侧,并且在X方向上偏倚于第2壁部22侧。由此,能够在箱体11内的区域中相比于调整部13 在第3壁部23侧的区域配置其它构成部件(例如电路部19)等,能够有效地利用该区域。进一 步,能够在箱体11内的区域中相比于调整部13在第1壁部21侧的区域配置其它构成部件(例 如测量部16和观察部17)等,能够有效地利用该区域。 [0084] 此外,在激光加工头10A中,测量部16和观察部17在箱体11内的区域中相比于调整 部13配置于第1壁部21侧的区域,电路部19在箱体11内的区域中相比于调整部13配置于第3 壁部23侧,分色镜15在箱体11内配置于调整部13与聚光部14之间。由此,能够有效地利用箱 体11内的区域。进一步,在激光加工装置1中,能够基于对象物100的表面与聚光部14的距离 的测量结果来加工。而且,在激光加工装置1中,能够基于对象物100的表面的观察结果进 行加工。 [0085] 而且,在激光加工头10A中,电路部19基于从测量部16输出的信号来控制驱动部 18。由此,能够基于对象物100的表面与聚光部14的距离的测量结果,来调整激光L1的聚光 点的位置。 [0086] 而且,在激光加工头10A中,入射部12以及调整部13的衰减器31、射束扩展器32和 反射镜33,配置在沿着Z方向延伸的直线和聚光部14、以及聚光部14,配置在沿着Z方向延伸的直线上。由此,能够将具有 衰减器31、射束扩展器32、反射型空间光调制器34和成像光学系统35的调整部13形成为小 型。 [0087] 而且,在激光加工头10A中,直线内的区域中相比于调整部13在第1壁部21侧的区域中,构成使用聚光部14的其它光学系 统(例如测量部16和观察部17)时,能够提高该其它光学系统的结构的自由度。 [0088] 激光加工头10B也能够同样达到以上的作用和效果。 [0089] [激光加工头的变形例] [0090] 如图6所示,入射部12、调整部13和聚光部14也可以配置在沿着Z方向延伸的直线A 上。由此,能够紧凑地形成调整部13。此时,调整部13也可以不具有反射型空间光调制器34 和成像光学系统35。而且,调整部13也可具有衰减器31和射束扩展器32。由此,能够将具 有衰减器31和射束扩展器32的调整部13形成为小型结构。此外,衰减器31和射束扩展器32 的排列顺序也可以相反。 [0091] 此外,从光源单元8的射出部81a向激光加工头10A的入射部12的激光L1的导光、以 及从光源单元8的射出部82a向激光加工头10B的入射部12的激光L2的导光中的至少1者,可 以由反射镜实施。图7是激光L1被反射镜导光的激光加工装置1的一部分的正面图。在图7所 示的结构中,反射激光L1的反射镜3,以在Y方向上与光源单元8的射出部81a相对且在Z方向 上与激光加工头10A的入射部12相对的方式,安装于移动机构6的移动部63。 10 10 CN 113039036 A 说明书 9/14页 [0092] 在图7所示的结构中,即使沿着Y方向使移动机构6的移动部63移动,也能够维持在 Y方向上反射镜3与光源单元8的射出部81a相对的状态。而且,即使使移动机构6的安装部65 沿着Z方向挪动,也能够维持在Z方向上反射镜3与激光加工头10A的入射部12相对的状态。 因此,无论激光加工头10A的位置如何,均能够使从光源单元8的射出部81a射出的激光L1, 可靠地入射至激光加工头10A的入射部12。而且,能够利用难以由光纤2导光的高功率长短 脉冲激光等光源。 [0093] 而且,图7所示的结构中,反射镜3也可以以能够进行角度调整和位置调整的至少1 者的方式,安装于移动机构6的移动部63。由此,能够使从光源单元8的射出部81a射出的激 光L1,更可靠地入射至激光加工头10A的入射部12。 [0094] 此外,光源单元8可以具有1个光源。此时,光源单元8构成为将从1个光源输出的激 光的一部分从射出部81a射出、且将该激光的剩余部分从射出部82a射出即可。 [0095] [关于激光加工装置的动作等] [0096] 接着说明激光加工装置1的动作。图8是表示激光加工装置的动作的示意性的俯视 图。在之后的图中,表示激光加工头10A、10B的示意性的内部结构。如图8所示,对象物100被 支承部7支承。此外,图中的符号S,代表地表示上述测量部16和观察部17那样的、用于形成 改性区域的激光L1、L2的照射相关的光学系统以外的光学系统。 [0097] 此外,激光加工装置1包括校准摄像机AC和摄像单元IR。校准摄像机AC和摄像单元 IR与激光加工头10A一起安装于安装部65。校准摄像机AC例如对使用透过对象物100的光的 设备图型等进行摄像。由此得到的图像被用于激光L1、L2对对象物100的照射位置的对准。 [0098] 摄像单元IR利用透过对象物100的光对于对象物100进行摄像。例如,对象物100是 包含硅的晶片时,在摄像单元IR中使用近红外区域的光。摄像单元IR具有:光源(未图示)、 物镜(未图示)和光检测部(未图示)。光源输出对于对象物100具有透过性的光。光源例如由 卤素灯和滤波器构成,输出例如近红外区域的光。从光源输出的光,被反射镜等光学系统导 光而通过物镜,照射于对象物100。 [0099] 物镜使被对象物100的光入射面的相反侧的面反射的光通过。即,物镜使传送过 (透过)对象物100的光通过。物镜的开口数(NA)例如为0.45以上。物镜具有修正环。修正环 例如通过调整构成物镜的多个透镜的彼此间的距离,来修正在对象物100内,光所产生的像 差。光检测部检测通过了物镜的光。光检测部例如由InGaAs摄像机构成,检测近红外区域的 光。摄像单元IR能够对形成于对象物100的内部的改性区域和从改性区域延伸的裂纹的前 端进行摄像。即,在激光加工装置1中,能够使用摄像单元IR,以非破坏的方式确认激光加工 是否成功。 [0100] 在对象物100中,设定有沿着X方向延伸并且沿着Y方向排列的多条线C。线C虽是假 想的线,但也可以是实际被描画的线中,虽也设定了沿着Y方向延伸并 且沿着X方向排列的多条线,但是其图示被省略。 [0101] 激光加工装置1依据控制部9的控制,实施沿着各线的移动、以及来自激光加工头10A和激光加工头10B的激光 L1、L2的照射。在激光加工装置1中,控制部9执行第1扫描处理和第2扫描处理。第1扫描处理 对于多条线C的一条线C进行使来自激光加工头10A的激光L1在X方向上扫描的处理。第2扫 描处理对于多条线C中的其它线C进行使来自激光加工头10B的激光L2在X方向上扫描的处 11 11 CN 113039036 A 说明书 10/14页 理。 [0102] 控制部9使激光L1、L2在X方向上扫描是指:首先,利用安装部65、66使激光加工头 10A、10B在Y方向和Z方向上移动,使激光L1、L2的聚光点成为位于各个线的内部的状态。然后,在该状态下,通过使支承部7在X方向上移动,在对象物100内沿着 线] 尤其是,在此,控制部9在至少一部分的时间中反复地执行第1扫描处理和第2扫描 处理。即,控制部9同时实现使激光L1沿着一条线C扫描的状态和使激光L2沿着其它线C扫描 的状态。即,控制部9使激光加工头10A和激光加工头10B同时运转。由此,与使用1个激光加 工头的加工相比,能够明确地实现生产能力的提高。 [0104] 控制部9在沿着1条线的扫描完成时,使激光加工头10A、10B分别独 立地在Y方向(依据需要在Z方向)上移动线C的间隔的量,接着进行沿着下一条线通过持续进行大致线C的条数的量 的此动作,能够沿着全部的线从多条线的Y方向的一个端 部的线C向Y方向的内侧的线扫描处理。并且,控制部9从多条线的Y方向的另一个端部的线C向Y方向的内侧的线扫描处理(将此称为 主加工处理)。位于Y方向的一个端部的线C和位于Y方向的另一个端部的线C在X方向上具有 彼此相同的长度。 [0106] 对于此点更详细地进行说明。在主加工处理中,首先,控制部9通过利用安装部65 的激光加工头10A的移动,使激光L1的聚光点成为处于位于对象物100的Y方向的一个端部 的线的内部的状态。同时,控制部9通过利用安装部66的激光加工头 10B的移动,使激光L2的聚光点成为处于位于对象物100的Y方向的另一个端部的线的内部的状态。此时,激光L1的聚光点的X方向的位置和激光L2的聚光点的X方 向的位置是一致的。 [0107] 在该状态下,控制部9通过使支承部7在X方向上移动,在对象物100内沿着各个线C 在X方向上使激光L1、L2的聚光点移动。由此,对于各个线扫描处理同 时开始并且同时完成。即,在此,第1扫描处理和第2扫描处理在其整体中反复进行。由此,沿 着一对线的内部形成改性区域M。 [0108] 接着,控制部9通过利用安装部65的激光加工头10A的移动,使激光L1的聚光点成 为位于从对象物100的Y方向的一个端部向内侧去1条的线的内部的状 态。同时,控制部9通过利用安装部66的激光加工头10B的移动,使激光L2的聚光点成为位于 从对象物100的Y方向的另一个端部向内侧去1条的线的内部的状态。 此时,激光L1的聚光点的X方向的位置和激光L2的聚光点的X方向的位置是一致的。 [0109] 在该状态下,控制部9使支承部7在X方向(往复动作时在X方向的相反方向)上移 动,由此在对象物100内沿着各个线C在X方向(往复动作时为X方向的相反方向)上使激光 L1、L2的聚光点移动。由此,在此,对于各个线扫描处理也同时开始并 且同时完成。即,在此,第1扫描处理和第2扫描处理也是在其整体中反复进行。由此,进一步 沿着一对线的内部形成改性区域M。通过反复进行该控制部9的动作,在到达 对象物100的更内侧的线C之前,能够使激光加工头10A和激光加工头10B同时运转而无浪费 12 12 CN 113039036 A 说明书 11/14页 地进行激光加工。 [0110] 此外,在图9之后的俯视图中,为了说明的必要,将改性区域M用实线显示,但是实 际上改性区域M不需要从对象物100的表面被看见。 [0111] 在此,如图11所示,在反复进行上述动作时,在对象物100的更内侧的区域中,激光 加工头10A和激光加工头10B的位置关系成为彼此的距离在Y方向上无法进一步缩小的位置 关系(例如彼此接触的状态),而且,在相当于各个聚光部14之间的距离D的对象物100的区 域中,有存在未加工的线C的情况。在此情况下,难以如上所述同时执行第1扫描处理和第2 扫描处理。因此,控制部9在此情况下执行如下的处理。 [0112] 即,如图12所示,控制部9的主加工处理的结果是,激光加工头10A和激光加工头 10B在Y方向上最靠近时,使激光加工头10A退避且继续进行第2扫描处理。即,之后,仅执行 使用激光加工头10B的第2扫描处理。此外,在此,作为一例,未加工的剩余的线C中,在Y方向 上从最靠激光加工头10A侧的线C向Y方向的外侧(向箭头R1方向)依次执行第2扫描处理。控 制部9在仅执行该第2扫描处理时,如图13所示,利用安装部65使摄像单元IR移动到加工完 成的线C上,并且执行对包含该线的区域利用摄像单元IR进行摄像的摄像处 理。 [0113] 控制部9基于由摄像处理得到的图像,判断在该区域中在对象物100中改性区域M 和/或从改性区域M延伸的裂纹是否依照规定地形成。在此,控制部9可以确认改性区域M本 身而进行该判断,也可以确认从改性区域M延伸的裂纹的前端的有无或是位置而进行该判 断。作为一例,控制部9如图14所示,在该图像内,检测到产生了应形成改性区域M的沿着该 线C的未加工区域RS的情况,而判断为改性区域M没有依照规定形成。在此情况下,控制部9 执行再次沿着该线的扫描的辅助加工处理。由此,沿着产生了未加工区域RS的 线C形成改性区域M。 [0114] 如此,控制部9的该判断的结果是判断为未依照该规定形成改性区域M和/或裂纹 的情况下,执行至少再次进行沿着该线的扫描的辅助加工处理。此外,控制部9能 够在对象物100的线C上的至少一处进行摄像处理。 [0115] [激光加工装置的作用和效果] [0116] 激光加工装置1包括:沿着X方向可移动、用于沿着X方向和Y方向支承对象物100的 支承部7;和沿着Y方向彼此相对地配置,用于对支承于支承部7的对象物100照射激光L1、L2 的激光加工头10A、10B。而且,激光加工装置1包括:安装有激光加工头10A,沿着Y方向和Z方 向分别可移动的安装部65;和安装有激光加工头10B,沿着Y方向和Z方向分别可移动的安装 部66。激光加工装置1包括安装于安装部65、利用透过对象物100的光对于对象物100进行摄 像的摄像单元IR。 [0117] 在此激光加工装置1中,在支承对象物100的支承部7上,彼此相对地配置有激光加 工头10A和激光加工头10B。激光加工头10A和激光加工头10B分别利用安装部65和安装部 66,能够在彼此交叉的2个方向上独立地移动。因此,成为能够在对象物100的2个部位彼此 独立地通过激光L1、L2的扫描进行激光加工。从而能达到生产能力的提高。 [0118] 此外,在承担激光加工头10A移动的功能的安装部65中,进一步安装有利用透过对 象物100的光对于对象物100进行摄像的摄像单元IR。因此,例如,在实施由激光加工头10B 所进行的激光加工的期间,能够利用摄像单元IR对于对象物100的其它部位进行摄像。由 13 13 CN 113039036 A 说明书 12/14页 此,能够抑制生产能力的下降,并且能够以非破坏的方式确认激光加工的状态。即,依据激 光加工装置1,能够提高生产能力并且以非破坏的方式确认激光加工是否成功。 [0119] 此外,激光加工装置1还包括控制部9,其控制:支承部7、安装部65和安装部66的移 动;来自激光加工头10A和激光加工头10B的激光L1、L2的照射;和由摄像单元IR进行的对象 物100的摄像。在对象物100中,设定了沿着X方向延伸并且沿着Y方向排列的多条线至少在一部分的时间中反复地执行对于多条线C的一条线扫描处理和对于多条线C中的其它线扫描处理。进一步,控制部9在仅执行第2扫描处理时,执行对包含 加工完成的线的区域利用摄像单元IR进行摄像的摄像处理。 [0120] 如此,通过反复执行第1扫描处理和第2扫描处理,能够达到生产能力的提高。而 且,在仅进行第2扫描处理的时间,能够控制能够与激光加工头10A一起移动的摄像单元IR 而进行摄像处理。由此,能够更可靠地提高生产能力并且能够以非破坏的方式确认激光加 工是否成功。 [0121] 此外,在激光加工装置1中,控制部9基于由摄像处理得到的图像,判断在该区域中 在对象物100中改性区域M和/或裂纹是否依照规定而形成,并且该判断的结果是判断为没 有依照规定而形成改性区域M和/或裂纹的情况下,执行至少再次进行沿着该线 的扫描的辅助加工处理。因此,通过辅助加工处理能够修正加工错误。此外,在激光加工装 置1中,控制部9执行主加工处理,该主加工处理执行下述处理:从多条线的Y方向的一个端部的线方向的内侧的线扫描处理,并且从多条线的Y方向的另一个端部的线C向Y方向的内侧的线扫描处 理。如此,在主加工处理中,通过从Y方向上的对象物100的对照的位置的线扫描处理,能够节省激光L1、L2的聚光点的相对于对象物100的沿着X方向的不 必要的相对移动,使生产能力进一步提高。 [0122] 进一步,在激光加工装置1中,控制部9在主加工处理中,激光加工头10A和激光加 工头10B在Y方向上最靠近时,使激光加工头10A从该区域退避且继续进行第2扫描处理,并 且执行摄像处理。此时,能够最大程度地利用激光加工头10A和激光加工头10B,能够提高生 产能力提高并且以非破坏的方式确认激光加工是否成功。 [0123] [变形例] [0124] 以上的实施例只是例示了激光加工装置的一个实施例。因此,本发明的激光加工 装置不限定于上述的激光加工装置1,能够任意地变形。 [0125] 图15~图18是表示安装部和激光加工头的变形例的图。如图15的(a)所示,可以将 安装部65设置于激光加工头10A的箱体11的第1壁部21,且将安装部66设置于激光加工头 10B的箱体11的第1壁部21。而且,如图15的(b)所示,在将安装部65设置于激光加工头10A的 箱体11的第3壁部23、且将安装部66设置于激光加工头10B的箱体11的第3壁部23的实施方 式中,也可以使安装部65、66中的移动部63、64的位置在X方向上彼此不同。进一步,如图15 的(c)所示,也可以将安装部65设置于激光加工头10A的箱体11的第2壁部22,且将安装部66 设置于激光加工头10B的箱体11的第2壁部22。 [0126] 此外,如图16的(a)所示,可以将安装部65设置于激光加工头10A的箱体11的第5壁 部25,且将安装部66设置于激光加工头10B的箱体11的第5壁部25。此外,如图16的(b)所示, 14 14 CN 113039036 A 说明书 13/14页 也可以将安装部65设置于激光加工头10A的箱体11的第6壁部26,且将安装部66设置于激光 加工头10B的箱体11的第6壁部26。如上所述,安装部65、66只要分别安装于与沿着Y方向彼 此相对的第4壁部24不同的壁部即可。进一步,如图16的(c)所示,也可以扩大第1壁部21与 第2壁部22的间隔,且在X方向上在箱体11的中央部设置聚光部14。 [0127] 此外,在以上的例子中,在激光加工装置1中,作为一对激光加工头,可以不使用激 光加工头10A和激光加工头10B。即,在激光加工装置1中也可以是,如图17的(a)所示使用一 对(1种类)激光加工头10A,或如图17的(b)所示使用一对(另1种类)激光加工头10B。此时, 以在相对于一方的激光加工头10A、10B使另一方的激光加工头10A、10B以Z轴方向为中心旋 转180°的状态下,各个聚光部14的X方向的中心位置一致的方式配置。此时,不需要准备2个 种类的激光加工头。 [0128] 即使在如上所述仅使用激光加工头10A(或仅使用激光加工头10B)的情况下,设置 安装部65、66的壁部也能够进行各种各样的变更。例如,如图18的(a)所示,能够在1个激光 加工头10A的箱体11的第1壁部21设置安装部65,且在1个激光加工头10A的箱体11的第2壁 部22设置安装部66。此外,如图18的(b)所示,也可以在1个激光加工头10B的箱体11的第2壁 部22设置安装部65,且在1个激光加工头10B的箱体11的第1壁部21设置安装部66。即,在这 些情况下,安装部65、66也只要分别安装于与沿着Y方向彼此相对的第4壁部24不同的壁部 即可。 [0129] 此外,在上述实施方式中说明了,对于安装有激光加工头10A的安装部65安装摄像 单元IR的方式。但是,也可以对于安装有激光加工头10B的安装部66安装摄像单元IR,仅在 执行第1扫描处理时进行摄像处理。此外,摄像单元IR不限定于安装于安装部65、66的情况, 也能够设置于能够与激光加工头10A(或激光加工头10B)一起在Y方向和Z方向上可移动的 位置、且不处于激光加工头10A的第4壁部24与激光加工头10B的第4壁部24之间的任意的位 置。 [0130] 此外,控制部9可以用来自激光加工头10A的激光L1和来自激光加工头10B的激光 L2,以彼此不同的波长和Z方向的聚光位置,执行加工对象物100的处理(多波长加工)。多波 长加工例如能够在下述等的情况下使用:对贴合硅(Si)和玻璃而得的晶片来加工的情况 (第1情况);和对从背面侧入射的激光L1、L2的一部分被器件吸收而导致电路产生破损的晶 片来加工的情况(第2情况)。 [0131] 第1情况下,加工硅的波长(例如1064nm)的光和加工玻璃的波长(例如532nm)的光 均需要到达对象材料,因此从玻璃侧实施加工。使来自激光加工头10A的激光L1的聚光位置 越过玻璃聚焦于硅内,使来自激光加工头10B的激光L2的聚光位置在玻璃内,以对应的波长 实施加工。为了对这样的贴合不同的2个种类的基材而得的晶片以多波长加工进行加工,该 波长中,加工下侧的基材的波长需要是可透过上侧的基材的波长。在此,因为使用一对的激 光加工头10A、10B进行多波长加工,所以可提升生产能力。 [0132] 另一方面,第2情况下,将来自激光加工头10A的激光L1的聚光位置设定于器件附 近,而且,将来自激光加工头10B的激光L2的聚光位置设定于远离器件的位置。激光L1的波 长为了使得向器件侧的漏光变少,使用更会被基材吸收的波长(例如1064nm),关于激光L2 的波长,可使用虽然会发生一些漏光,但更适合基材的加工的比激光L1的波长长的波长 (例如1342nm)。 15 15 CN 113039036 A 说明书 14/14页 [0133] [产业上的可利用性] [0134] 能够提供可提升生产能力且能够以非破坏的方式确认激光加工是否成功的激 光加工装置。 [0135] 附图标记说明 [0136] 1……激光加工装置;7……支承部;9……控制部;10A……激光加工头(第1激光加 工头);10B……激光加工头(第2激光加工头);65……安装部(第1安装部);66……安装部 (第2安装部);100:对象物;C……线;IR……摄像单元;L1、L2……激光。 16 16 CN 113039036 A 说明书附图 1/18页 图1 17 17 CN 113039036 A 说明书附图 2/18页 图2 18 18 CN 113039036 A 说明书附图 3/18页 图3 19 19 CN 113039036 A 说明书附图 4/18页 图4 20 20 CN 113039036 A 说明书附图 5/18页 图5 21 21 CN 113039036 A 说明书附图 6/18页 图6 22 22 CN 113039036 A 说明书附图 7/18页 图7 23 23 CN 113039036 A 说明书附图 8/18页 图8 24 24 CN 113039036 A 说明书附图 9/18页 图9 25 25 CN 113039036 A 说明书附图 10/18页 图10 26 26 CN 113039036 A 说明书附图 11/18页 图11 27 27 CN 113039036 A 说明书附图 12/18页 图12 28 28 CN 113039036 A 说明书附图 13/18页 图13 29 29 CN 113039036 A 说明书附图 14/18页 图14 30 30 CN 113039036 A 说明书附图 15/18页 图15 31 31 CN 113039036 A 说明书附图 16/18页 图16 32 32 CN 113039036 A 说明书附图 17/18页 图17 33 33 CN 113039036 A 说明书附图 18/18页 图18 34 34
2、成为VIP后,下载本文档将扣除1次下载权益。下载后,不支持退款、换文档。如有疑问加。
3、成为VIP后,您将拥有八大权益,权益包括:VIP文档下载权益、阅读免打扰、文档格式转换、高级专利检索、专属身份标志、高级客服、多端互通、版权登记。
4、VIP文档为合作方或网友上传,每下载1次, 网站将按照每个用户上传文档的质量评分、类型等,对文档贡献者给予高额补贴、流量扶持。如果你也想贡献VIP文档。上传文档
N-(1-((2-(二甲基氨基)乙基)氨基)-2-甲基-1-氧代丙-2-基)-4-(4-(2-甲基-5-((2S,3R,4R,5S,6R)-3,4,5-三羟基-6-(甲硫基)四氢-2H-吡喃-2-基).pdf
一种利用磁性纳米微球对喷施雾滴飘失或沉积特性检测的试剂盒及检测的新方法.pdf
2024年省清远市宏泰人力资源有限公司招考4名工作人员(清城区人民武装部)【综合基础知识500题】高频考点模拟试题及参解析.docx
原创力文档创建于2008年,本站为文档C2C交易模式,即用户上传的文档直接分享给其他用户(可下载、阅读),本站只是中间服务平台,本站所有文档下载所得的收益归上传人所有。原创力文档是网络服务平台方,若您的权利被侵害,请发链接和相关诉求至 电线) ,上传者